PRODUCTION OF THE
THIN LAMINATES OF CALCIUM HYDROXYAPATITE BY TAPE-CASTING AND DIE-PRESSING
* M.Sc. Thesis,
by Oguz Yigiterhan,
January 1998, Dept. of Metallurgical and Materials Engineering, METU,
* Oguz Yigiterhan
and A. C. Tas,
“Manufacture of Thin Plaques of Calcium Hydroxyapatite Bioceramics
by Die-Pressing and Tape-Casting,” IV. Ceramics Congress, Proceedings Book, pp.
689-695,
* Oguz Yigiterhan and A. C. Tas, "Manufacture
of Thin Plaques of Calcium Hydroxyapatite Bioceramics
by Tape-Casting and Uniaxial Die-Pressing," 100th Annual Meeting of the
American Ceramic Society, May 3-6, 1998, Cincinnati, OH, USA.
Abstract
Tapes and thin laminates of the most important inorganic phase of synthetic bone applications, calcium hydroxyapatite (HA, Ca10(PO4)6(OH)2) were prepared by tape-casting and uniaxial die-pressing. The bioceramic powders used in tape-casting and die-pressing experiments were synthesized from the appropriate amounts of calcium nitrate tetrahydrate and di-ammonium hydrogen phosphate salts dissolved in distilled water by using a patented chemical precipitation technique. The recipes for the preparation of thin (150-300 µm) tapes and thin (500-2000 µm) laminates of calcium hydroxyapatite were determined. The fracture strengths of sintered HA laminates of this study had the maximum value of about 90 MPa. Tapes and laminates of HA are expected to find use in spinal and periodontal surgery. Animal tests are needed to test the in vivo biocompatibility of this new form of HA materials.
Introduction
For many years, tape-casting has been a standard process in the fabrication of thin sheets of ceramic materials used in the electronics industry. Ceramic powders are mixed, in tape-casting, with organic solvents and binders to form a viscous slurry. This slurry flows under a doctor-blade which levels the material, producing a controlled thickness tape. These cast tapes or laminates must be dried slowly to avoid cracking and warping. The organics are then eliminated on firing to produce dense, polycrystalline ceramic substrates.
Uniaxial die-pressing is an older but cheaper tool of ceramists to produce simple-shaped parts and pieces. However, there are several problems associated with the die-pressing of ceramic powders in rigid dies. These can be itemized as the non-uniform stress distributions within the die cavities under uniaxially applied loads, non-uniform powder flow characteristics along the die walls and the faces of the punches, and as a result of these heterogeneities, the unexpected warping and deformation of the ceramic parts upon firing and sintering.
This research has been devoted to the “tape-casting” and “die-pressing” of a novel calcium hydroxyapatite (Ca10(PO4)6(OH)2) precursor powder* to produce sheets of calcium hydroxyapatite bioceramic which may have a potential use in spinal, lumbar vertebra, and periodontal surgery in the form of “compression plates,” having the typical dimensions of (1.4-1.5) x (17-18) x (35-36) mm.
Thin “tapes” (150 to 300 µm) of calcium hydroxyapatite have been cast using a doctor blade, dried slowly under controlled humidity conditions and fired in an air atmosphere. Thin “laminates” (500 to 2000 µm) of this material, again, have been produced by uniaxial die-pressing and sintered in an air atmosphere. There have only been a few studies in the previously published literature on the tape-casting of HA bioceramic, but these research initiatives have all employed the use of powder mixtures of dicalcium phosphate (CaHPO4) and calcite (CaCO3) in the tape-casting slurries. Therefore, this study, to our knowledge, will be the first attempt to produce HA tapes and laminates by the use of chemically precipitated, sub-micron powders of calcium hydroxyapatite.
* A.C.
Tas, “Synthesis of the Two Inorganic Phases (HA and TCP) of Synthetic Bone
Applications by A Chemical Precipitation Method,” Patent No: TR 1995 01422 B,
Turkish Patent Institute,
Experimental Procedures
Preparation of Calcium Hydroxyapatite (HA) Powders
Bioceramic HA (Ca10(PO4)6(OH)2) powders were synthesized in our laboratory by first forming aqueous stock solutions of suitable chemical reagents, i.e., calcium nitrate tetrahydrate and di-ammonium hydrogen phosphate in distilled water. The details of this HA synthesis procedure has previously been published and patented (15, 18).
For a typical HA powder synthesis
run employed in this study, "xx.xxxx" g of
Ca(NO3)2.4H2O (Riedel-de Haën, Germany, 99% pure, Lot
No: 4154A), and "xx.xxxx" g (NH4)2HPO4
(Merck, Germany, 99% pure, Lot No: A839106) were first weighed and then placed
in a 2000 mL capacity beaker. After these inorganic salts were completely
dissolved in "xxxx" mL of distilled water,
"xxx.x" mL of 24 vol%
ammonium hydroxide, NH4OH, (
HA precursors were recovered from
the mother liquors by vacuum filtration using a Buchner funnel, and dried
overnight at 90ºC in a stagnant air oven. Thus produced HA powders were then
ground in agate mortar and later used directly as the ceramic powders in the
tape-casting slurries. The HA powders obtained were high surface area (45-55
m2/g), high surface reactivity and sub-micron (with an average particle size of
0.6 to 0.7 µm) spherical particle, “single-phase” powders. These powders
were previously shown (17) not to decompose into the tricalcium
phosphate (TCP: Ca3(PO4)2) phase upon heating in an
air atmosphere even at temperatures in excess of 1300°C.
Tape-Casting
Preparation of HA Powders for Tape-Casting
The synthesized HA precursors were
separated from their mother liquors by using either a low pressure filter press
or vacuum filtration via a Buchner funnel. Produced HA creams were then placed
in glass dishes before heating them in a stagnant air oven at 90°C for 24 h.
The dried cakes were lightly ground into a fine powder in an agate mortar.
Powders were stored in zip-lock plastic bags for longer periods in the
laboratory environment. The adsorbed humidity was removed from the stored
powders by a low temperature (200 to 500°C) calcination treatment before using
them in the consecutive tape-casting experiments, when necessary.
Preparation of Tape-Casting Slurries
The tape-casting slips mainly consisted of two components: inorganic and organic. The inorganic component of the slips solely consisted of the HA bioceramic powders. The organic ingredients of tape-casting slips, on the other hand, consisted of binders, plasticizers, dispersants, and alcohol-based solvents.
Throughout this study, we have experimented with two different ways of forming the tape-casting slips. In the first method, HA powders were dispersed in the selected solvents, and the below-described organic components were then added into this suspension one by one. However, in the second method of slip formation, HA powders were added in the last step into a previously prepared slurry of all organics of proper amounts.
The use of polyethyleneimine (Sigma Inc., 50 wt% aqueous solution, Lot No:55H0980), polyvinyl chloride (PVC, (Sigma Inc., Lot No: 85H3514), methyl cellulose (Sigma Inc., Lot No: 73H0365), synthetic gelatine (Riedel-de Haën, Lot No: 42630), and finally, natural gelatine (obtained from cow bones) have been studied as “binders” in our tape-casting experiments with the HA powders.
Ethylene glycol (Atabay, 99% pure, Lot No: 93001), glycerol (Birpa, 99.5% pure, Lot No: 900039), paraffin wax, and stearic acid (Merck, 97% pure, Cat. No: 800673) have been tried as the “plasticizers” of tape-casting slurries.
Pure fish oil (Seven Seas, Lot No: 262033) has been used as the “dispersant” in our tape-casting experiments with our HA powders.
The “solvents” of the tape-casting slips were composed of water (distilled), ethyl alcohol (Delta, 99.5% pure, No: ASO 55-L50), and methyl ethyl ketone (Delta, 99.8% pure, No: ASO 32-L50). The azeotropic mixture of 66% methyl ethyl ketone and 34% ethyl alcohol was also tried as the solvent phase in numerous tape-casting runs.
The slips were subjected to an
ultrasonic disrupter probe (Misonix, Inc., Model
XLS-2015,
Design and Construction of The Tape-Casting Instrument
A laboratory scale, batch tape-caster was used to form thin tapes from the HA bioceramic powders. The below figure shows the photographs of the tape-caster used in this research. The caster consists of a plexyglass frame with a 100 mL reservoir which contains the slurry. One adjustable stainless steel doctor blade is present to control casting thickness. The base of the caster is a flat plexyglass plate with three separate and equal 2 x 25 x 75 mm recessed areas. A substrate of glass coated with a Mylar film is placed in one of these recesses to act as a backing for the cast tape. The reservoir is attached to the base plate with two guides which allow the doctor blade to be easily drawn over the base plate.
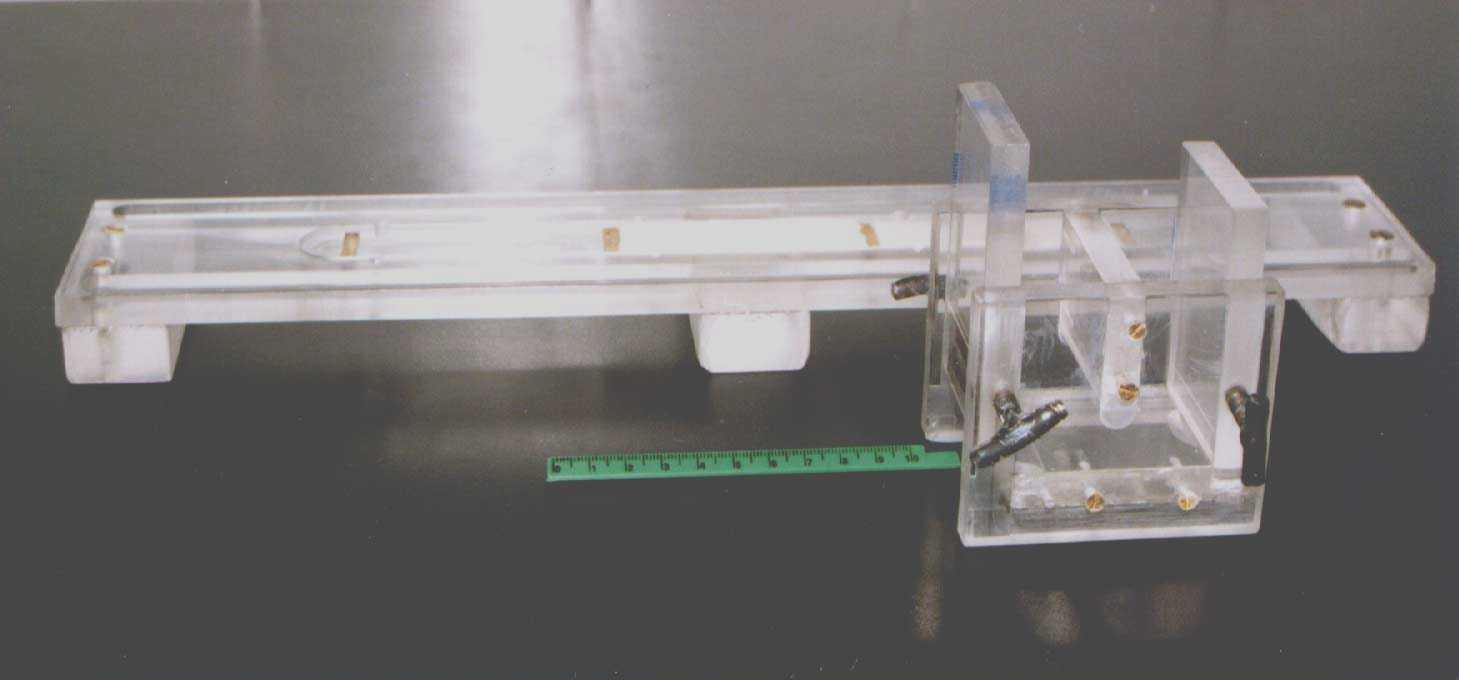
The shear rate placed on the slurry (or slip) is controlled by adjusting blade height and casting rate, and is given by V / t, where V = the velocity of the reservoir relative to the plate, and t = blade height above the plate. The practical limits of shear rates which can be attained using our (batch) tape-caster were 10 to 15 s-1 as determined by the blade heights of 1 to 2 mm and reservoir velocities of 1 to 3 cm/s.
Drying of Tapes
Drying of the HA tapes was done at
a slow rate in order to avoid cracking and warping due to shrinkage stresses.
Tapes were dried at room temperature in desiccators charged with saturated
solutions of common salts to maintain a constant partial pressure of H2O vapor
in the chamber atmosphere. Table 1 lists the used salts and H2O vapor pressure over
the saturated solutions at the indicated temperatures.
Table 1. Relative humidity and partial pressure of H2O vapor above saturated solution of indicated salts in drying desiccators (*)
Desiccator
No.
Salt
Temperature(°C) RelativeHumidity
(%)
Partial Pressure (mm Hg)
1
Na2CO3.10H2O
24.5
87
20.9
2
NH4Cl
25.0
79
18.6
3
NaBr.2H2O
20.0
58
10.1
4
Ca(NO3)2.4H2O
24.5
51
11.6
5
K2CO3.2H2O
24.5
43
9.8
6
CaCl2.6H2O
24.5
31
7.1
(*) M.Sc. Thesis, by Richard
Paul Millis, "Processing of YBa2Cu3O7 Tapes from a Molten Salt
Precursor,"
This process was a step-wise
drying with the tapes being allowed to equilibrate in the desiccator of lower
relative humidity. The final step in drying was the heating of green tapes at
80°C in a drying oven. The microstructures of the gold-coated (100 Å thick)
surfaces of dried tapes were then investigated by using SEM (scanning electron
microscope, JEOL, Model: JSM-6400,
Firing of Tapes
The dried tapes were fired in an
air atmosphere in a box furnace. The total burn-out of the organic additives
were achieved during these firings. The constant heating schedule used for all
the tapes of this study is given in Table 2.
Table 2. Typical heat treatment scheme used in the sintering of HA tapes
Temperature
(°C) Time (min)
23 – 300
999
300 –
300
5
300 –
550
600
550 –
550
5
550 –
1250
999
1250
–1250
180
1250 –
23
999
Production of HA Laminates by Uniaxial Die-Pressing
Preparation of HA Powders for Die-Pressing
Synthesized HA was first ground in an agate mortar into a fine powder. Powders were placed in alumina crucibles and calcined at 600°C for 17 h in a stagnant air atmosphere. Calcined HA powders were then mixed with 2 wt% stearic acid (Merck, Inc., ? 97% pure, Cat. No: 800673) to increase the flowability of the powders in the die-punch assembly.
In order to achieve the successful mixing of stearic acid with the HA powders, the following procedure has been developed. In the first step of this procedure, a 30 mL portion of the azeotropic mixture of MEK and EtOH (i.e., 66:34 MEK:EtOH by volume) solvent was ultrasonically disrupted and dispersed (at the power level of 135 ± 20 Watts/cm2 and a total of 18 min of ultrasonification) in a 100 mL capacity glass beaker for about 3 minutes. In the second step, 0.06 g of stearic acid was added into this warm solvent mixture, and completely dissolved in it by a further ultrasonification period of 5 minutes. The ultrasonification of the solvent-stearic acid mixture was continued until a clear, yellow solution was obtained. HA powders were finally added into the warm solvent-stearic acid mixture and then ultrasonicated in an ice-water bath for longer times. The HA powders pre-calcined at 600°C (for 17 h) in air were thus well dispersed in this solvent. The HA suspension was then dried at 65°C in an oven, overnight. The dried powders were finally ground in an agate mortar prior to the uniaxial die-pressing.
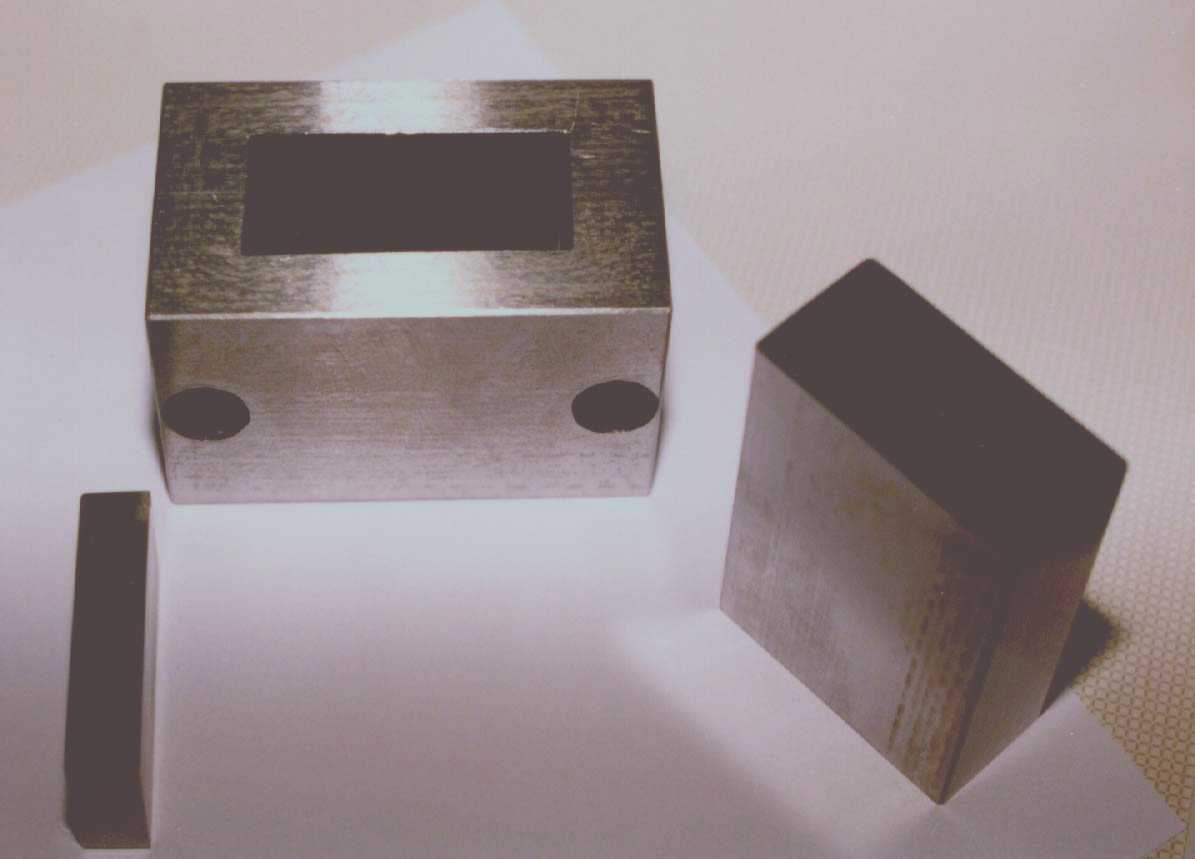
Uniaxial Die-Pressing of HA Laminates
HA powders were uniaxially pressed into thin laminate forms under different pressures. A stainless steel die was used for the compaction of synthesized HA powders. The die was made out of 316L stainless steel. The die-assembly consisted of three separate parts; bottom punch, top punch and the die. The surface areas of the punches of this assembly were selected to be similar (after firing shrinkage) to the dimensions of bioimplant specimens used in the vertebral and iliac crest surgery operations of human body. The inner dimensions of the rectangular die were 25.5 x 51 mm. The photograph of the die-assembly used in this research is given in the below photograph. By using this die-assembly it was found to be possible to produce HA laminates, free of warping or distortions of any kind.
The die walls, before the placement of HA powders into the assembly, were first cleaned with pure ethanol, and then lubricated with a 4 wt% solution of stearic acid in ethanol. Before the top punch of the die-assembly was placed on the HA powders which were placed in the die cavity, the die was carefully shaken for a while by tapping, to achieve a proper flow of powder body.
Uniaxial loads were then applied on the powders by using a manual press. The loads were applied onto the top punch slowly, and by a step-wise increase in compaction pressure. The formed green HA laminates were then taken out of the die-assembly slowly and carefully. Laminated HA powders were stored at room temperature until their sintering.
Sintering of HA Laminates
The HA laminates produced by uniaxial die-pressing were sintered to densities in excess of 99% by using the heat treatment schedule given in Table.3.
Table 3. Typical heat treatment scheme used in the sintering of HA laminates
Temperature
(°C) Time (min)
23 –
250
400
250 –
250
5
250 –
1250
300
1250 –
1250
180
1250 –
23
400
Firing Shrinkage and Fracture Strengths of HA Laminates
HA laminates produced by the method of die-pressing were characterized by measuring their green and sintered dimensions by an electronic caliper. From the below formula, one could obtain the percent shrinkage values (for both length- and volume-wise shrinkages) of the HA laminates upon firing;
((Green length (or volume)-Sintered length (or volume)) / Green length (or volume)) x 100 = % Shrinkage
The fracture strengths (i.e., modulus of rupture) of HA laminates were determined by three-point bending tests. The experimental values of the fracture loads determined for the HA laminates were then converted into the respective fracture strengths by using the below formula:
Fracture strength = (3 . P . L) / (2 . b . h2)
where P is the fracture load (in kg), L is the
span length (16 mm), b is the sample width (in mm), and h is the sample
thickness (in mm).
RESULTS
1.) Tape-Casting
The SEM micrographs given below
show the green (unfired) microstructures of the HA tapes produced in our
laboratory.
A) Green HA tape: Ingredients of tape-casting
slurries used = HA powders + MEK-EtOH solvent +
Polyethyleneimine + Ethylene Glycol + Fish oil
B) Green HA tape: Ingredients of tape-casting
slurries used = HA powders + MEK-EtOH solvent +
Polyethyleneimine + Ethylene Glycol + Glycerol + Fish
oil
The tilted SEM view through the thickness (about 250 microns) of a typical green HA tape is given below:
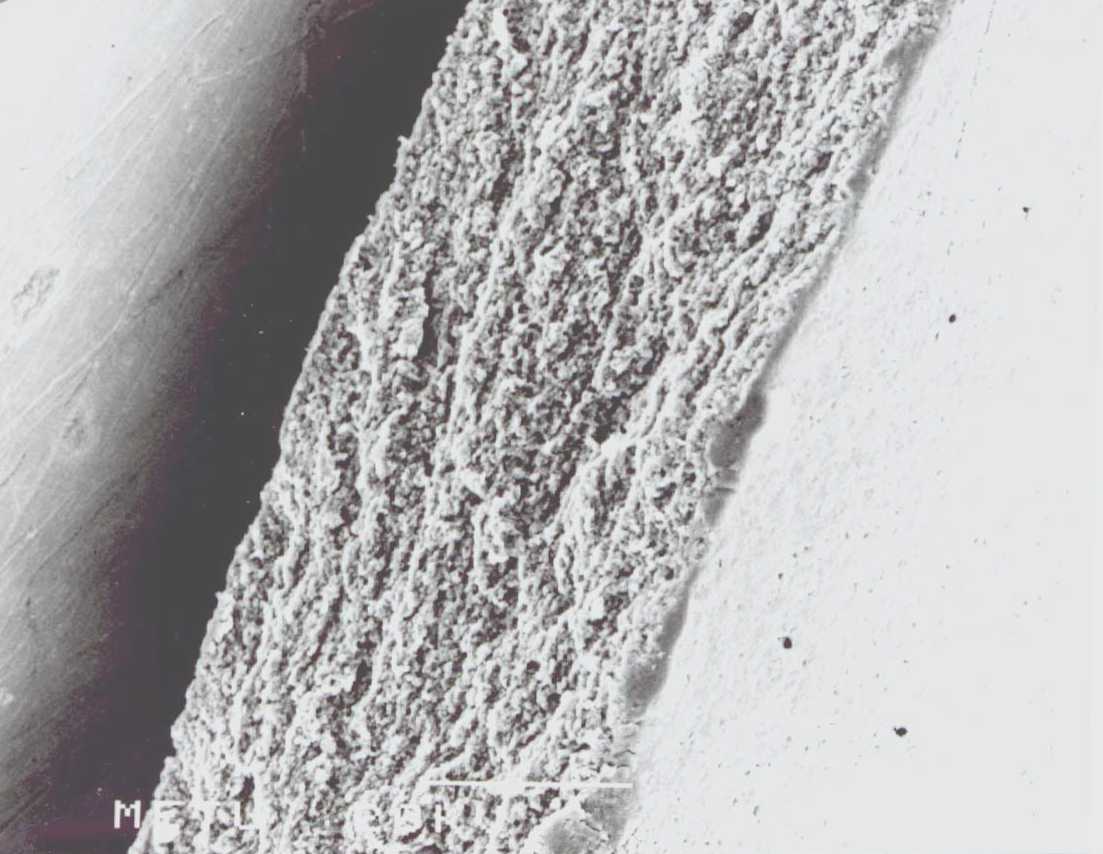
These
green HA tapes will shrink to about 150 microns (in thickness) upon sintering
at 1250°C in an
air atmosphere for 6 hours
(unpolished, as is surface):
2.) Die-Pressing
In this part of the study,
* the
influence of the calcination temperature of HA powders,
* the effect
of the amount of the lubricant (i.e., stearic acid) used in the powder
mixture,
* the
influence of the total amount of HA powder placed into the pressing dies,
* the effect of the
solvent kind used in the wet-mixing step of HA powders together with stearic
acid,
* the influence of
the type of mixing (i.e., mortar mixing versus ultrasonic disruptor mixing) of
the powders with stearic acid, and
* the effect of the
magnitude of the die-pressing load applied
on the HA laminate manufacture were studied
at a constant sintering temperature of 1250°C.
The cracking of the green HA laminates during their removal from the dies may be ascribed to the one or more of the following factors; application of non-uniform pressing loads, the use of overloads (e.g., loads applied in excess of 1700 kg/cm2), the use of a manual press in our studies, the calcination state of the powders used (i.e., the presence of layers of adsorbed humidity on the powder particles forming the powder body), air-entrapment within the dies, and the non-uniform stress distributions present in the dies.
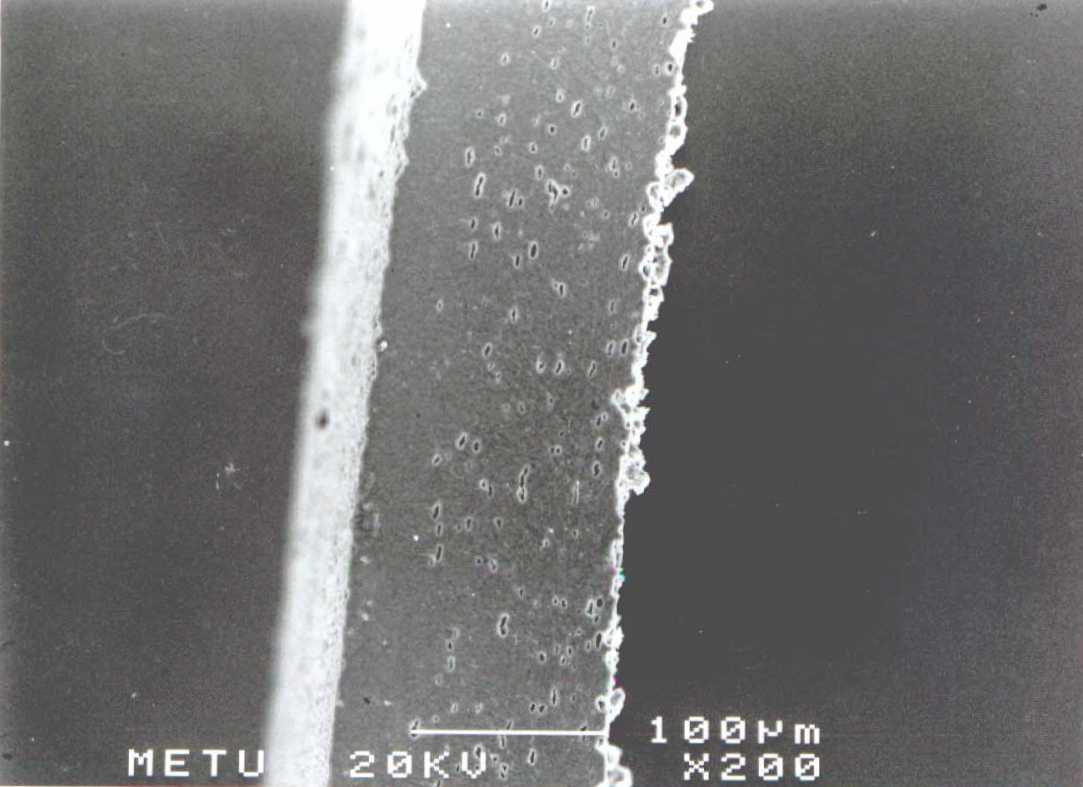
The SEM micrographs presented below reveal the microstructure and the grain size distribution achieved in the sintered HA laminates. It is especially apparent from the second figure that bulk densities, in HA laminates, larger than 98% could easily be achieved with a significant percentage of the grains still being in the sub-micron size range.
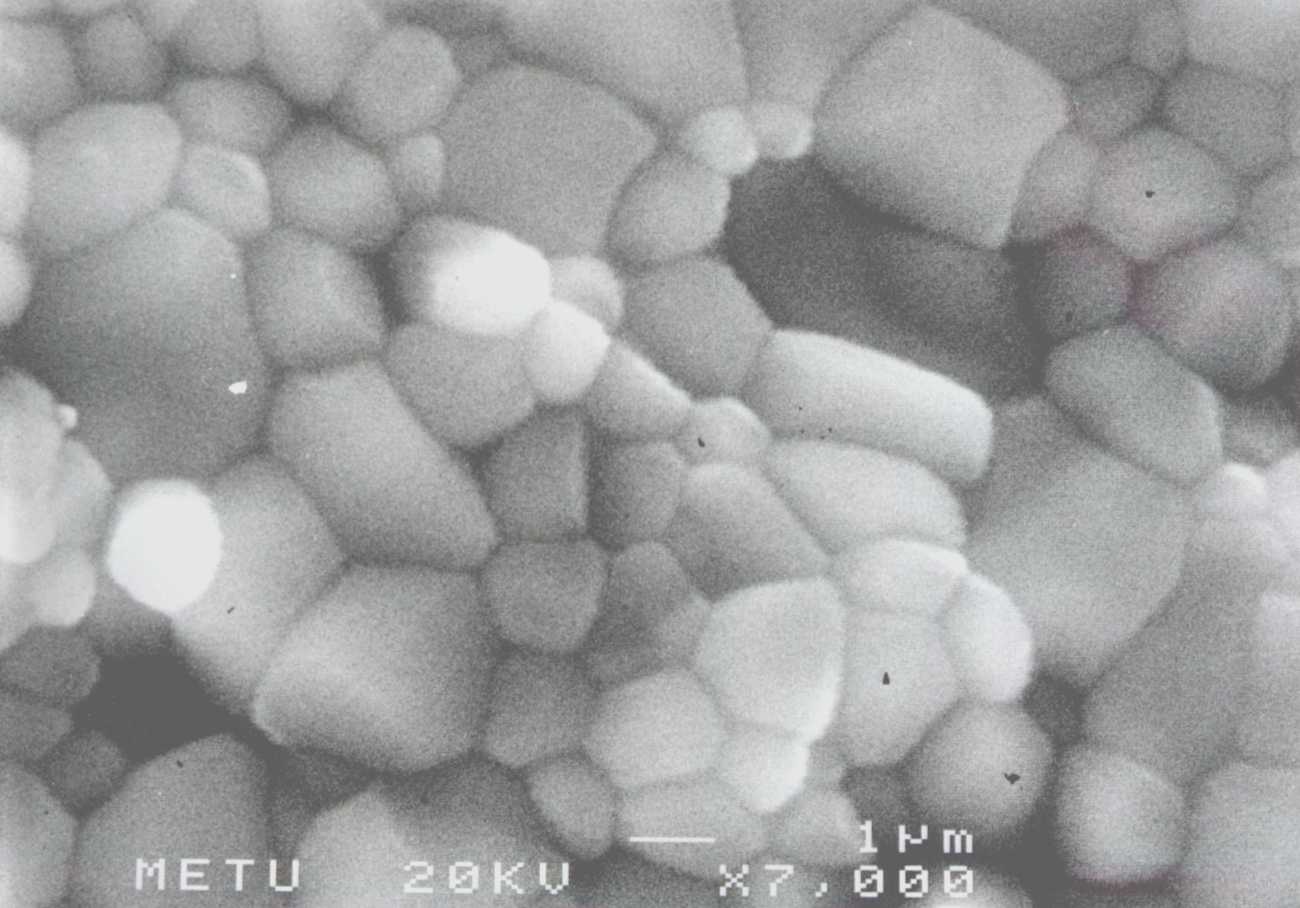
According to the fracture strengths of the die-pressed HA laminates measured by three-point bending tests, it was observed that the use of MEK-EtOH solvents and the use of higher pressing loads would yield higher fracture strength values when a defect-free HA laminate was produced.
The average of the fracture
strength values (904 kg/cm2 = 89 MPa) achieved for the defect-free HA
laminates of this study are close to those of the human cortical bones.
References
(15) A.C. Tas, “Synthesis of the
Two Inorganic Phases (HA and TCP) of Synthetic
Bone Applications by A Chemical Precipitation Method,” Patent No: TR 1995
01422 B, Turkish Patent Institute,
(17) A.C. Tas, et al., “An Investigation of the Chemical Synthesis and High Temperature Sintering Behavior of Calcium Hydroxyapatite (HA) and Tricalcium Phosphate (TCP) Bioceramics,” J. Mater. Sci.: Mater. in Med., 8, 91- 96 (1997).
(18) A.C. Tas, “Chemical
Preparation of Calcium Hydroxyapatite in Synthetic Body Fluids at 37°C and Its
Coating on Titanium and Stainless Steel Surfaces,” Patent Appl. No: 97/00613,
Turkish Patent Institute,